English
English
Leitfaden für Blechdesign, Kunststoffherstellung, Blechverarbeitung, Prototyp
Dieser Leitfaden soll Ihnen helfen, Ihre Blechteile für die Fertigung vorzubereiten.
1. Warum ist die Herstellbarkeit wichtig?
Die fertigungsgerechte Konstruktion, auch DFM genannt, stellt sicher, dass die von Ihnen entworfenen Komponenten hergestellt werden können, was für das Outsourcing entscheidend ist. Es trägt dazu bei, die Überarbeitungen und Durchlaufzeiten zu reduzieren.
2. Übersicht
Materialauswahl
- Edelstahl
- Stahl (unbehandelt)
- Verzinkter Stahl
- Aluminium
- Messing
- Kupfer
Veredelungen
Wir bieten die folgenden Veredelungen für Ihre Blechteile an:
- Schweißen von Blechteilen mit MIG und TIG
- Nieten
- Pulverbeschichtung
- Galvanisieren
Spurweite
Die Spurweite gibt die Dicke des Blechs, je nach Material, an.Zum Beispiel entspricht Spurweite 18 bei Edelstahl einer Dicke von 1,270 mm, während Spurweite 18 bei Aluminium 1,024 mm entspricht.
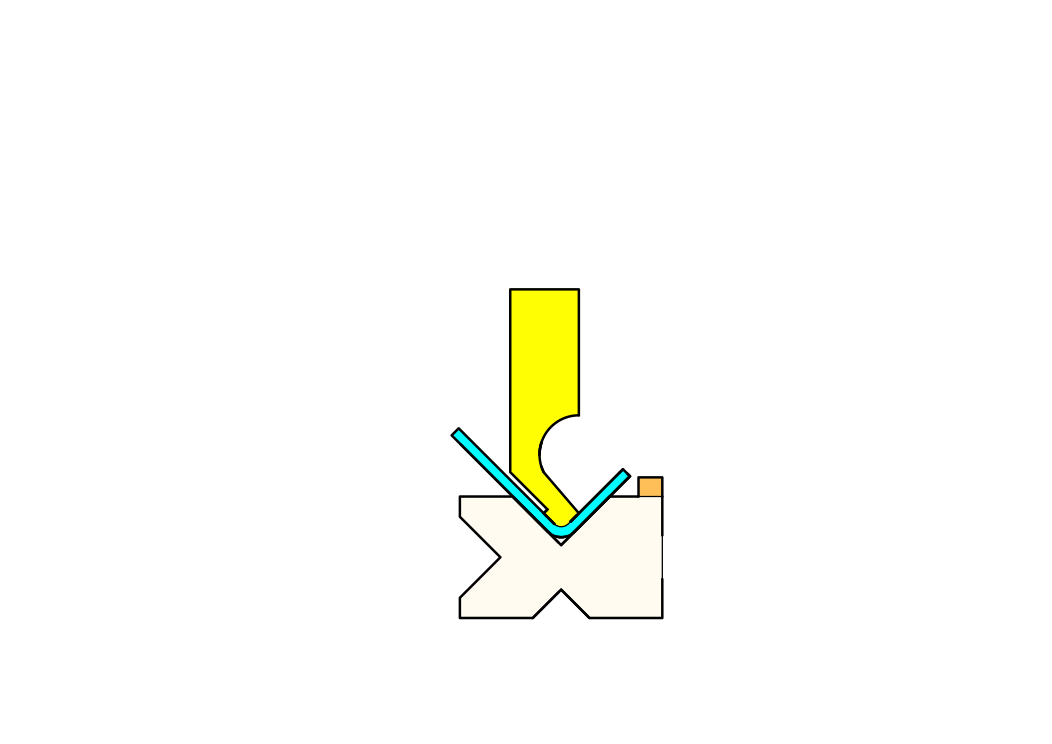
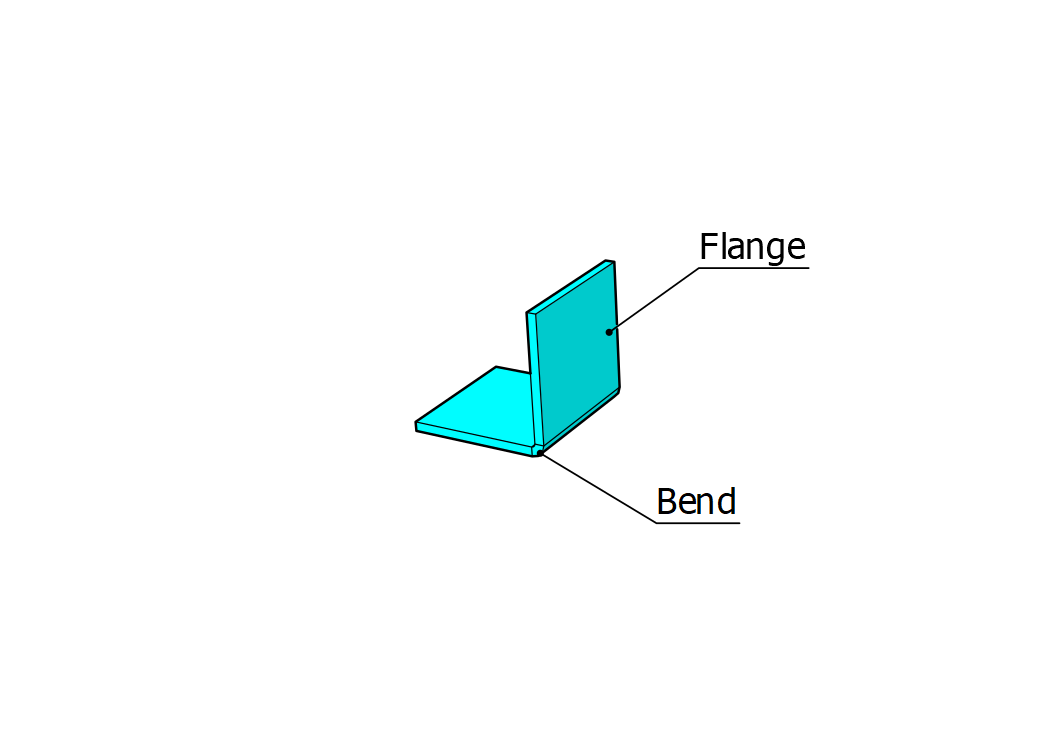
Biegung
Eine Biegung ist die Verformung eines Blechs um eine Achse. Sie wird mit Hilfe eines Stempels und einer Matrize hergestellt.
Flansch
Ein Flansch ist ein geformtes Teil aus Blech. Er wird durch Biegen hergestellt.
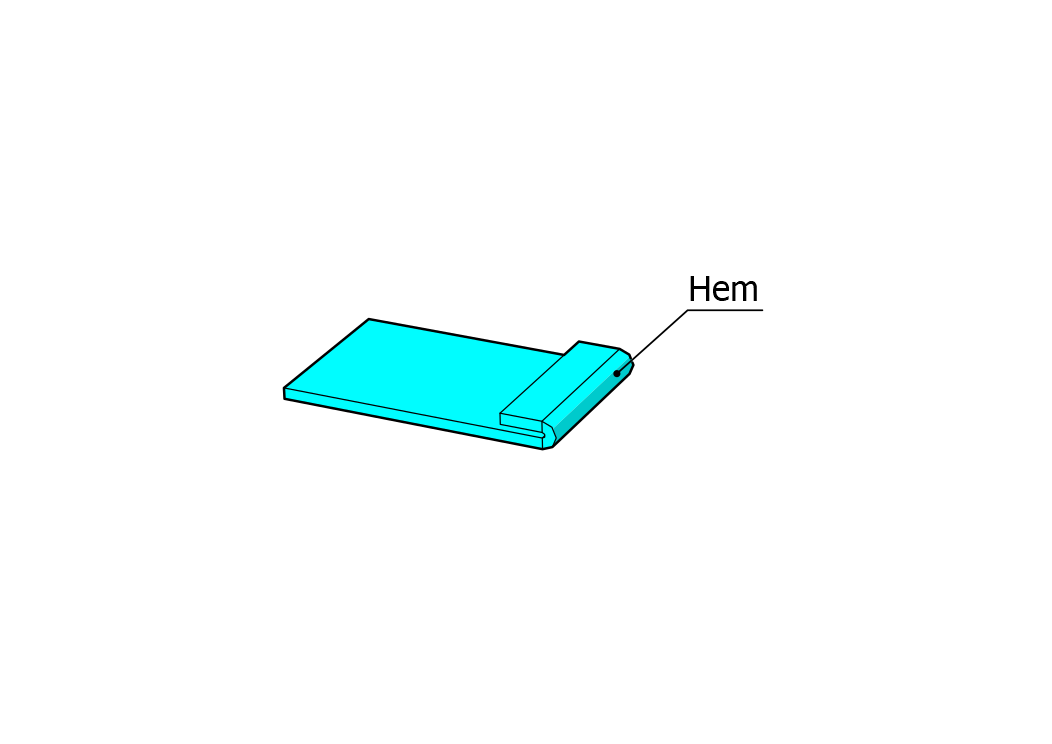
Säume
Bei einem Saum, einer gewalzten Kante, wird das Blech so lange gewalzt, bis es mit sich selbst bündig ist. Er wird durch Biegen des Blechs um 180° hergestellt.
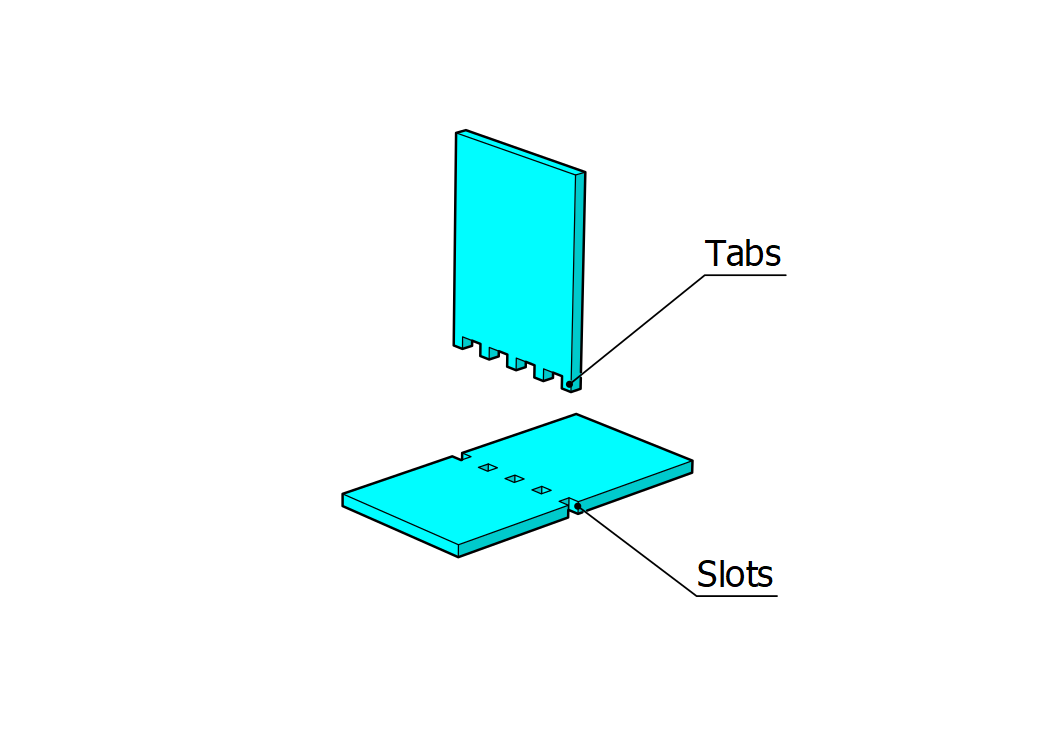
Laschen
Eine Lasche ist eine kleine, aus Blech extrudierte Form. Sie wird zur Verstärkung des Teils oder für zusätzliche Funktionen verwendet.
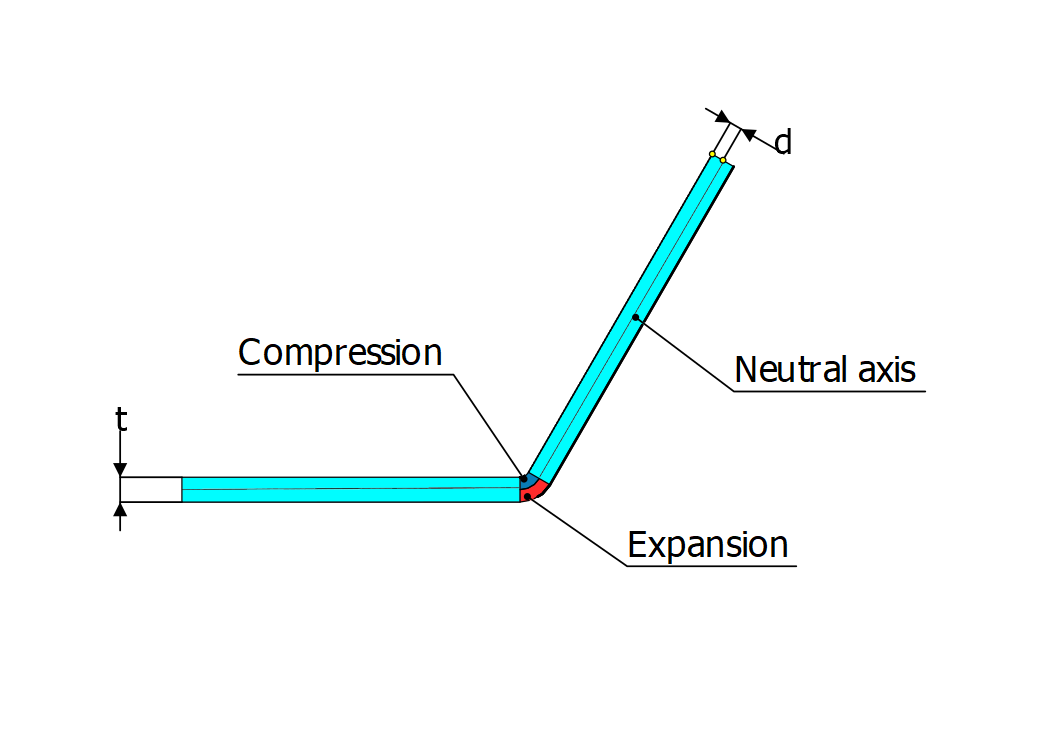
Neutrale Achse und K-Faktor
Ein Blechteil ist beim Biegen Druck- und Dehnungskräften ausgesetzt.
Die neutrale Achse ist ein Abschnitt, in dem keine Kräfte wirken, und ihre Lage variiert je nach dem Material des Blechs.
Der K-Faktor ist das Verhältnis zwischen dem Abstand der neutralen Achse und der Dicke des Blechs.
3. Wie wird die Herstellbarkeit erreicht?
Um sicherzustellen, dass die von Ihnen entworfenen Teile hergestellt werden können, müssen Sie die besten Praktiken anwenden, um die Herstellbarkeit zu verbessern und qualitativ hochwertige Produkte zu erhalten.
4. Welches sind die besten Praktiken?
Flaches Muster
Ein flaches Muster darf sich nicht überschneiden.
Einheitliche Wandstärke
Die Teile werden aus einem Blech geformt, und die entworfenen Teile sollten die gleiche Dicke (t) haben. Die empfohlene Blechstärke liegt zwischen 0,02 und 0,3 Zoll.
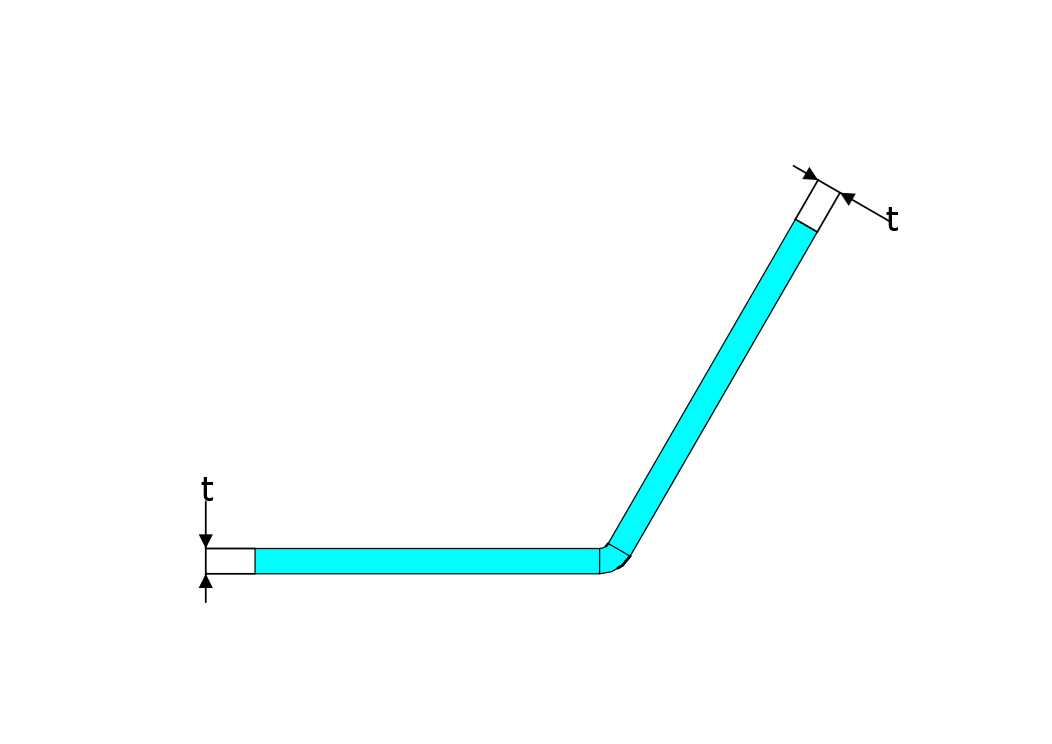
Biegeradius (Radien)
Blechteile sollten einen Biegeradius haben, um Risse zu vermeiden. Der Biegeradius (r) muss zwischen einem und der Blechdicke (t) liegen.
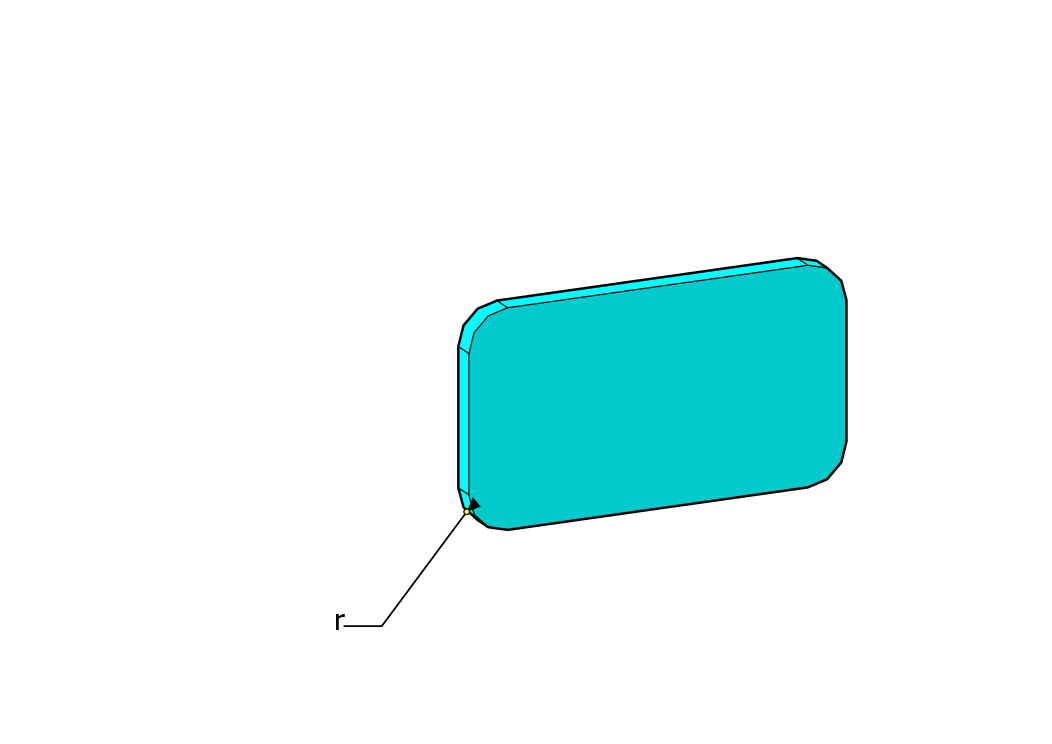
Ecken hinzufügen
Blechteile können scharfe Kanten haben. Das Anbringen von Ecken zur Unterbrechung der scharfen Kanten ist eine gute Sache, die den Benutzer schützen kann und den Teilen eine glatte Oberfläche verleiht.
Minimaler Lochdurchmesser
Ein kleinerer Lochdurchmesser als die Blechdicke kann zu Verformungen im Werkstück führen, der empfohlene Durchmesser sollte größer als die Blechdicke sein.

Abstand zwischen den Löchern
Der Abstand zwischen den Löchern muss mindestens das Dreifache der Dicke betragen.

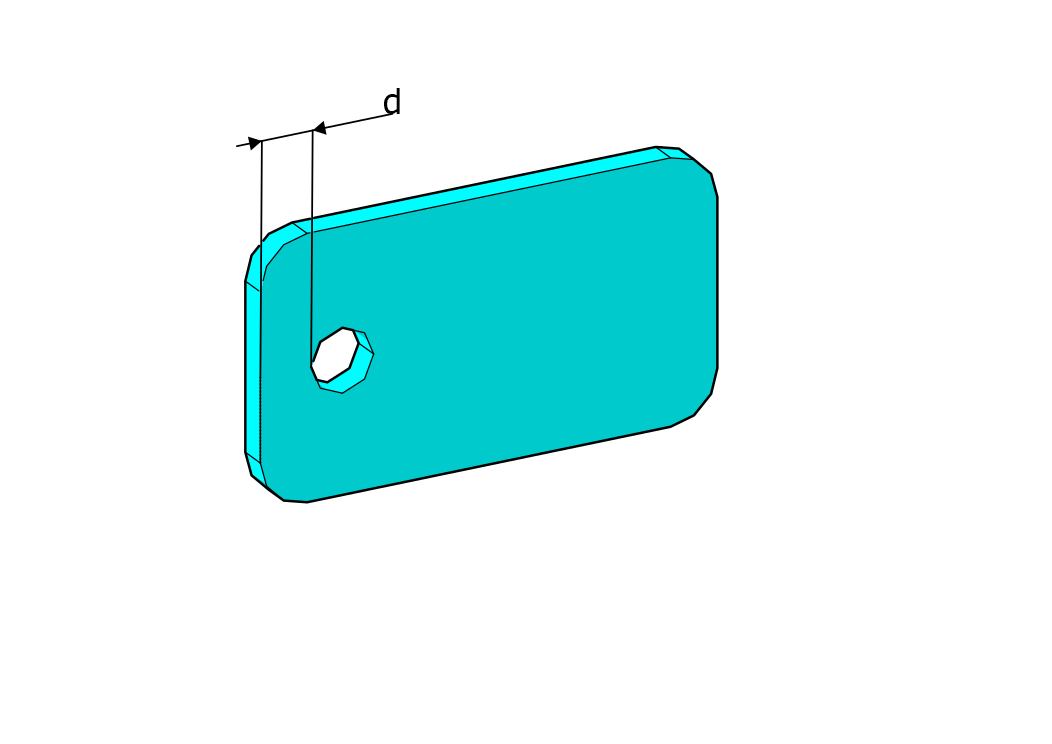
Abstand zwischen Löchern und Kanten
Der Abstand zwischen Loch und Kante sollte größer sein als die Dicke des Blechs.
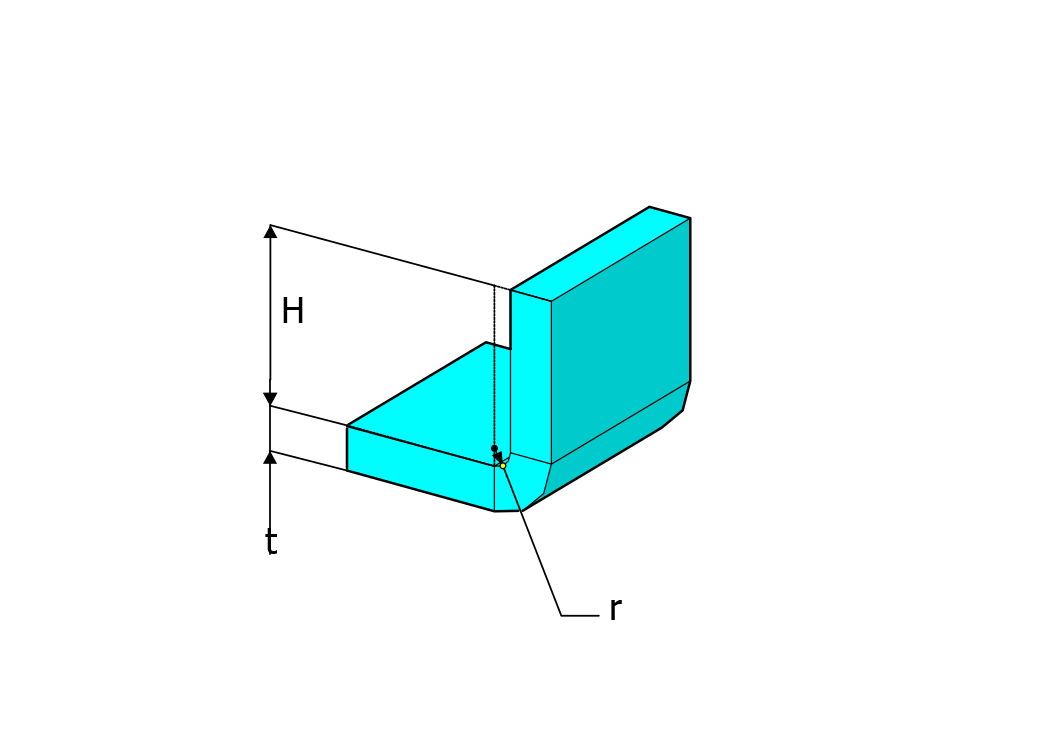
Mindesthöhe der Biegung
Die Biegungen müssen höher sein als die Summe aus der zweifachen Dicke und dem Radius.

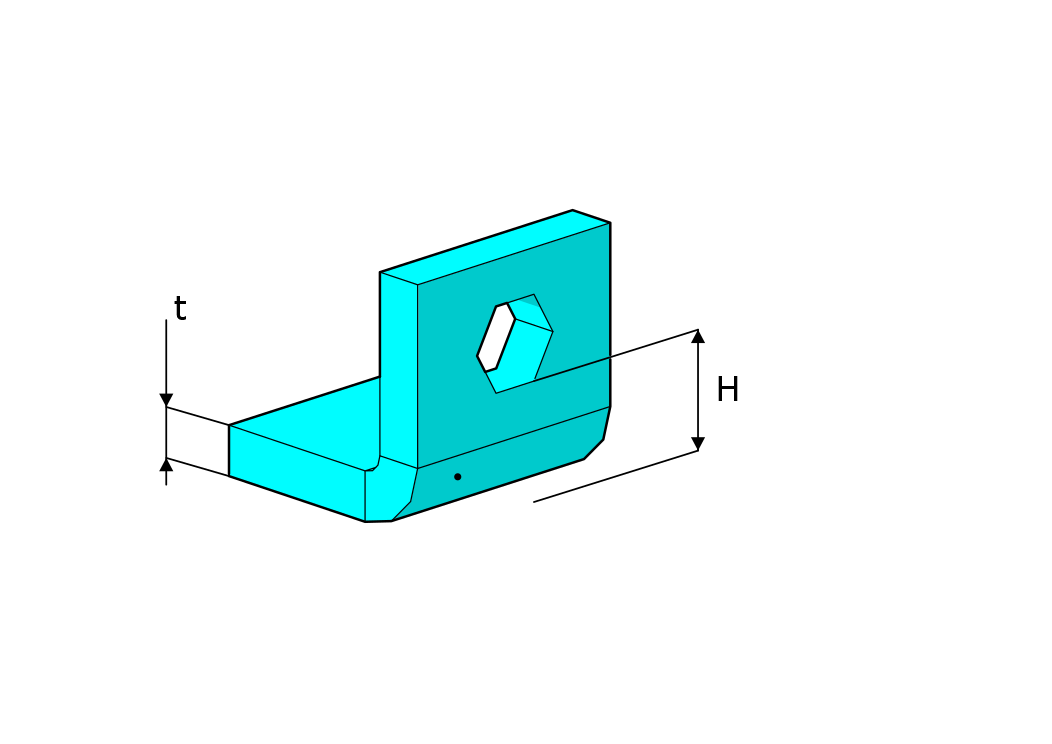
Abstand zwischen Löchern und Biegungen
Die Höhe der Löcher (H) muss mehr als das Dreifache der Dicke (t) betragen.
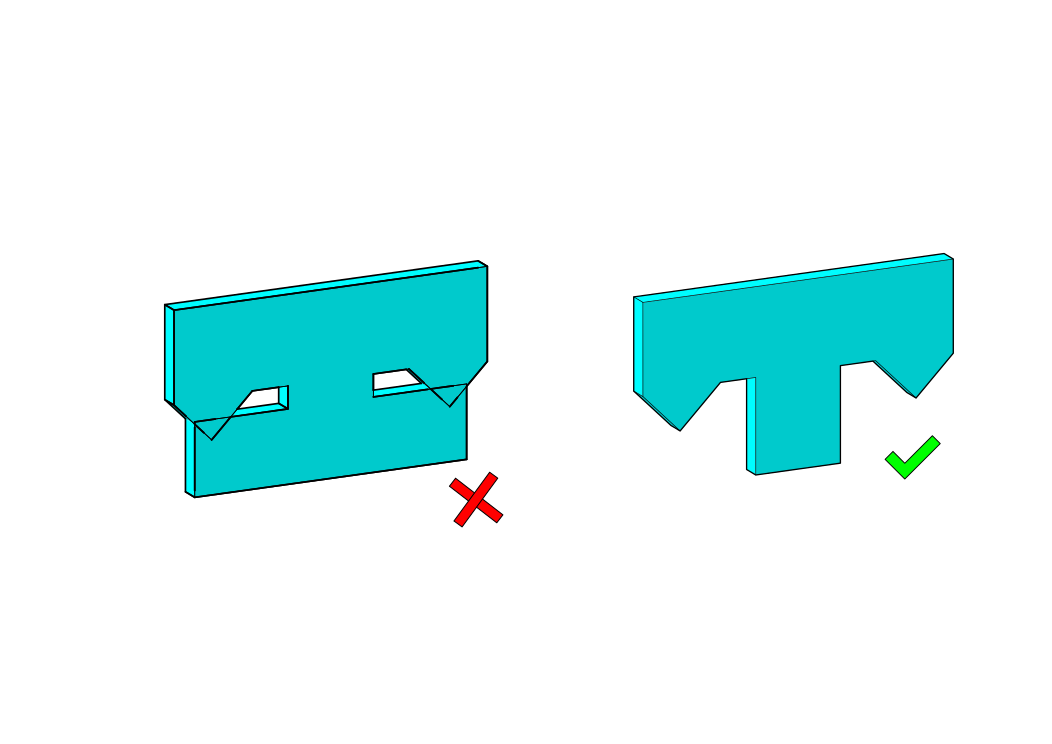
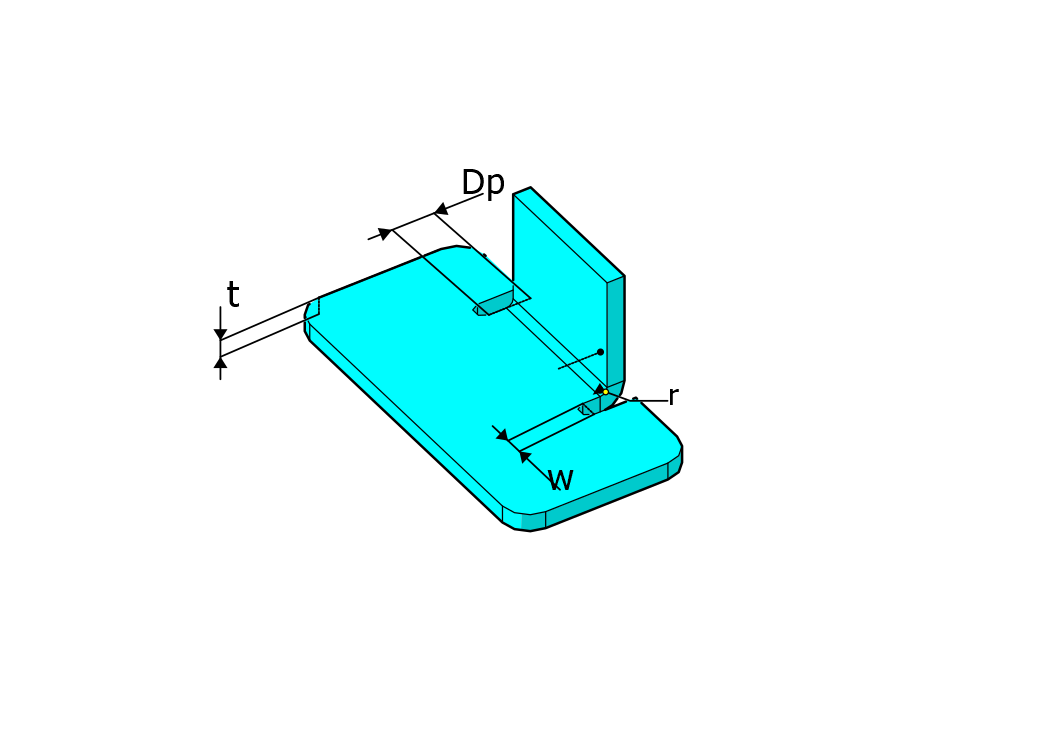
Biegebelastung
Eine Biegebelastung ist ein Einschnitt neben einer Biegung, wenn sich auf beiden Seiten Material befindet, um ein Reißen und eine Verformung des Blechs beim Biegen zu verhindern. Die Breite der Biegeentlastung (w) muss das Eineinhalbfache der Blechdicke (t) betragen. Die Biegebreite (Dp) muss größer als die Biegung sein.
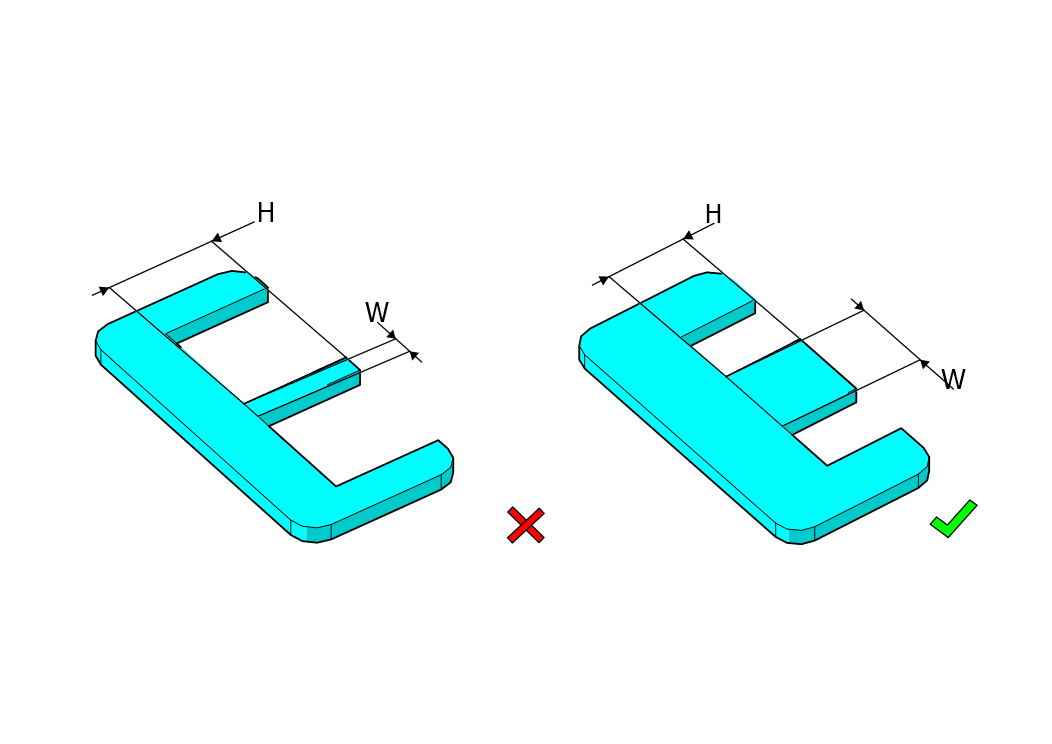
Ausklinkungen
Die Breite der Ausklinkung muss größer sein als die Blechdicke (t), und ihre Höhe (H) sollte das Fünffache ihrer Breite (W) nicht überschreiten.
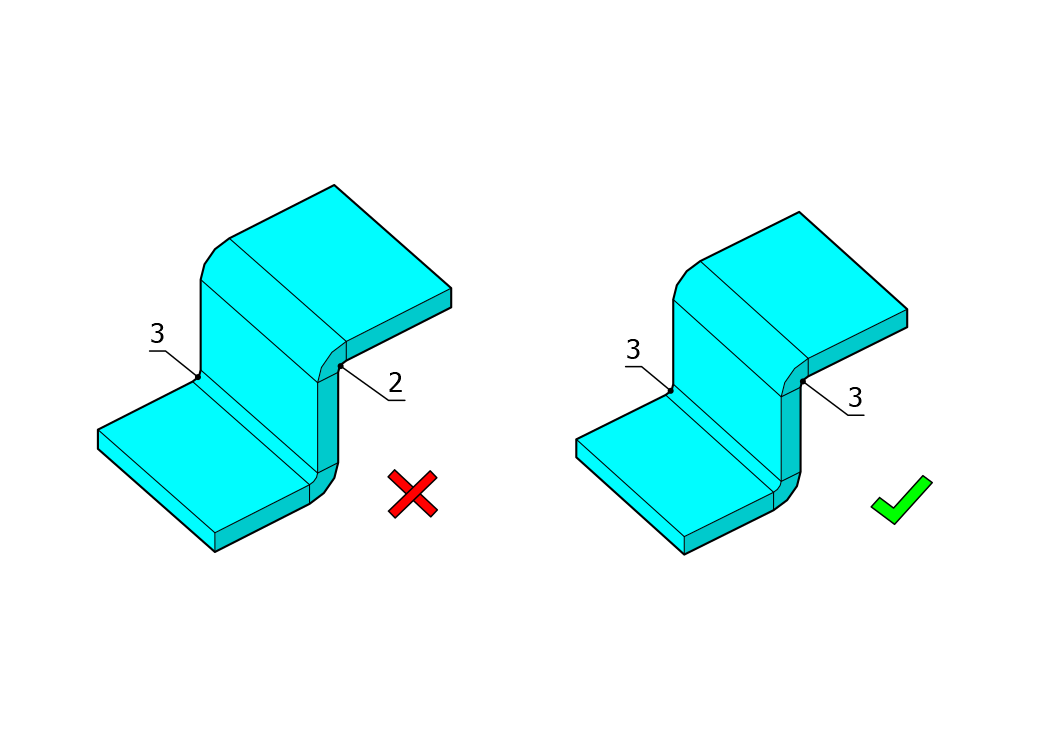
Konsistenz der Biegung
Die Beibehaltung des gleichen Biegeradius für alle Biegungen ist effektiver, um die Biegekosten zu minimieren.