Enge Toleranzen wirken sich auf die Kosten der Teile aus, und große Toleranzen können ihre Funktionstüchtigkeit beeinträchtigen.
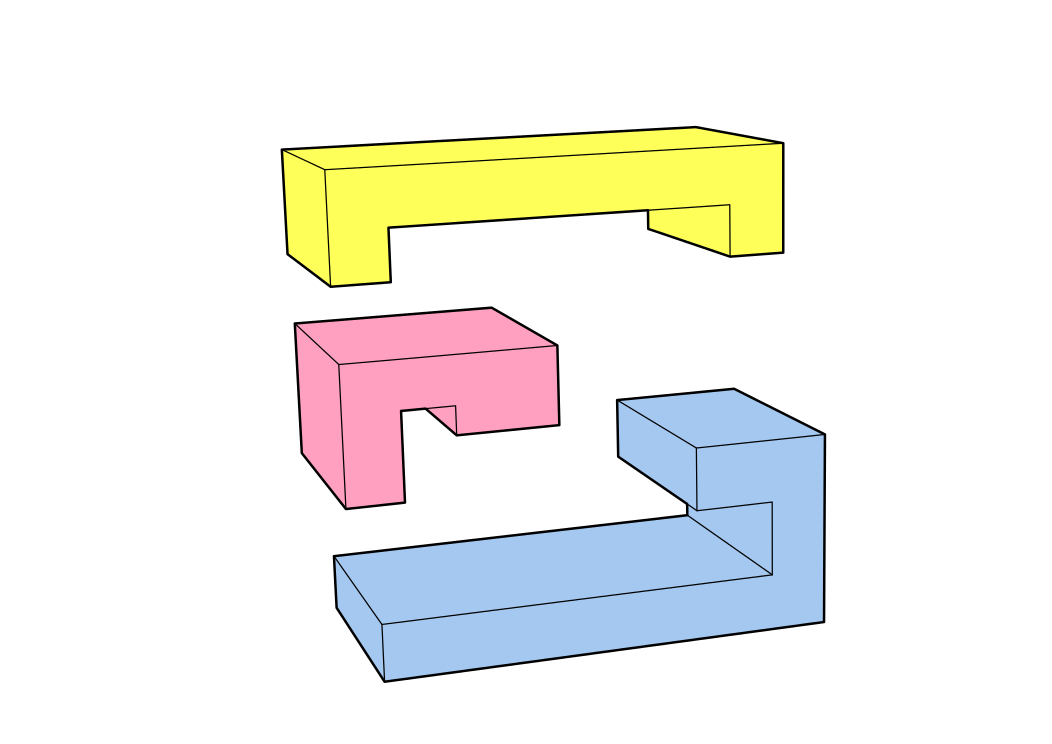
Eine gute Praxis ist die Analyse der Lücken und Überschneidungen der Teile, um die wesentlichen Toleranzen zu bestimmen, und bei nicht funktionalen Merkmalen senkt die Anwendung großer Toleranzen die Kosten.
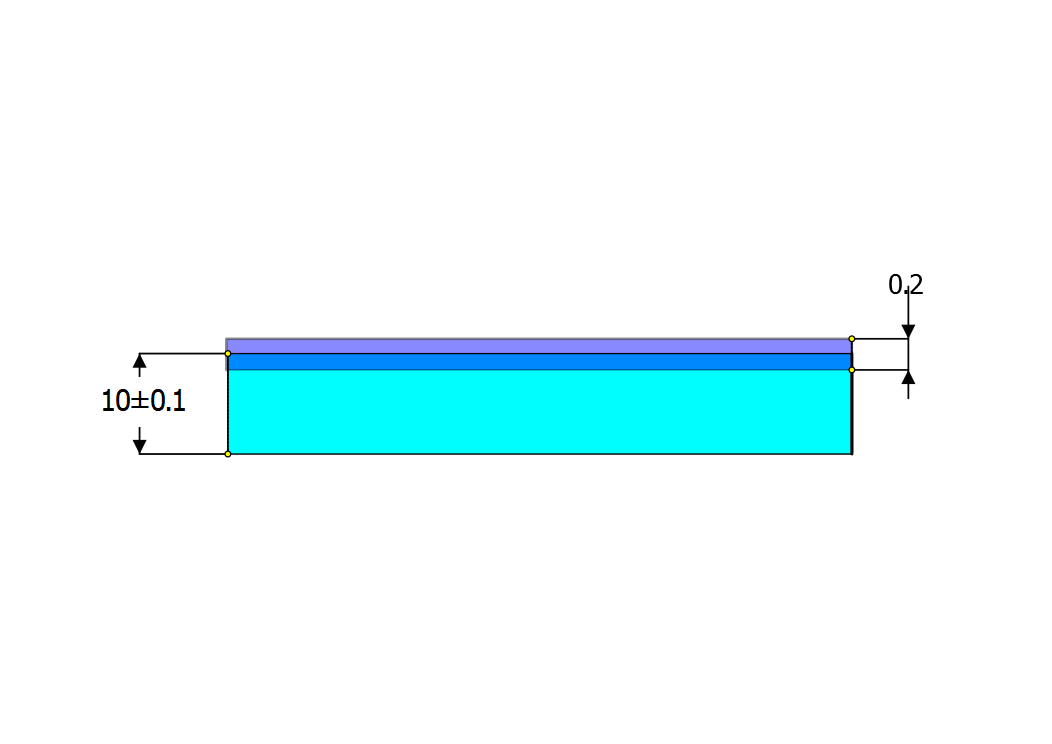
Im Toleranzsystem "ISO 2768mk" beträgt die Toleranz für ein Längenmaß von 5 mm beispielsweise ±0,1 mm, was einer mittleren Klasse entspricht. Eine gröbere Toleranz liegt bei ±0,05 mm, eine große Toleranz bei ±0,3 mm.
Unsere Ingenieure können Ihr Produkt analysieren und die kostengünstigste geometrische und dimensionale Toleranz (GD&T) gemäß ISO- und ASME-Normen vorschlagen.
Maximale Größe
Wir können Teile bis zu einer Größe von :
 English
English